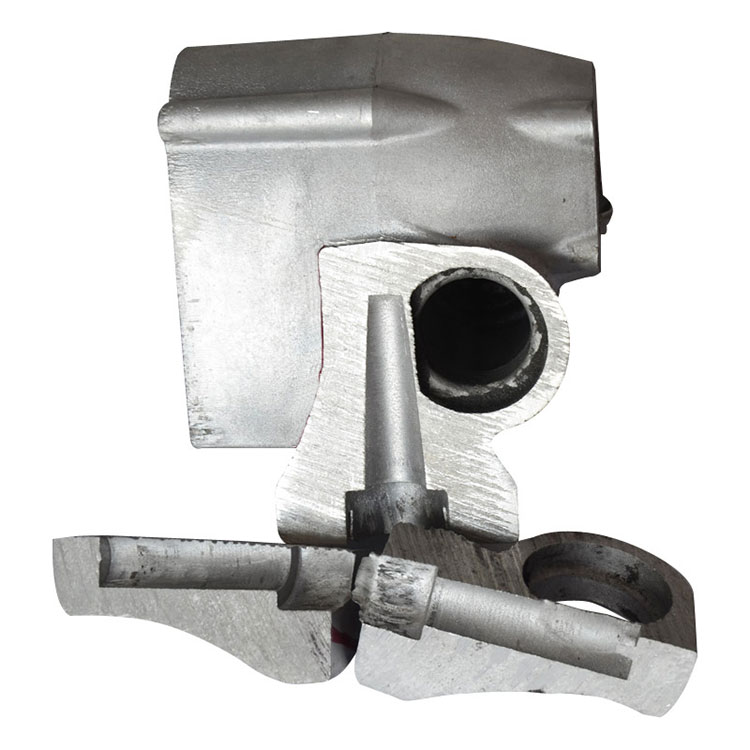
Một chuyên gia trongtrọng lực chết đúc - Ningbo Yinzhou Xuxing Machinery Co., Ltd.hôm nay cho bạn biết phân loại và các đặc điểm khác nhau củatrọng lực chết đúc.
Của chúng tôiĐúc chết trọng lựccác sản phẩm thủ công đã được khách hàng của chúng tôi công nhận về tay nghề thủ công xuất sắc và chất lượng tuyệt vời!
Có nhiều phương pháp quy trình để chế tạo vật liệu kim loại thành các sản phẩm mong muốn, chẳng hạn như đúc, rèn, đùn, cán, kéo, dập, cắt, luyện kim bột, v.v. Trong số đó, đúc là quy trình cơ bản nhất, được sử dụng phổ biến nhất và quy mô nhất.
Kim loại nóng chảy được đổ vào một khuôn rỗng làm bằng vật liệu chịu nhiệt độ cao, và sau khi ngưng tụ, thu được sản phẩm có hình dạng mong muốn, đó là vật đúc. Sản phẩm tạo thành là một vật đúc.
Đúc có thể được chia thành đúc kim loại đen (bao gồm gang, thép đúc) và đúc kim loại màu (bao gồm hợp kim nhôm, hợp kim đồng, hợp kim kẽm, hợp kim magiê, v.v.) theo vật liệu của vật đúc. Nhà máy đúc chính xác màu chuyên đúc kim loại màu, trọng tâm là đúc hợp kim nhôm và hợp kim kẽm.
Đúc có thể được chia thành đúc cát và đúc kim loại tùy theo vật liệu của khuôn đúc. Xưởng đúc chính xác tiện dụng cả hai quy trình đúc, tự thiết kế và sản xuất hai loại khuôn đúc này.
Đúc cũng có thể được chia thành đúc trọng lực và đúc áp lực theo quá trình đúc kim loại nóng chảy. Đúc trọng lực đề cập đến một quá trình trong đó kim loại nóng chảy được đưa vào khuôn dưới tác dụng của trọng lực trái đất, còn được gọi là đúc. Đúc trọng lực theo nghĩa rộng bao gồm đúc cát, đúc kim loại, đúc đầu tư, đúc bọt, đúc bùn…; đúc trọng lực theo nghĩa hẹp dùng để chỉ quá trình đúc kim loại. Đúc khuôn là một quá trình trong đó kim loại nóng chảy được đưa vào khuôn dưới tác dụng của các lực bên ngoài khác (không bao gồm trọng lực). Đúc khuôn theo nghĩa rộng bao gồm đúc áp lực và đúc chân không của máy đúc khuôn, đúc áp suất thấp, đúc ly tâm, v.v ...; đúc áp lực theo nghĩa hẹp là đúc khuôn kim loại của máy đúc khuôn, gọi tắt là đúc khuôn. Từ lâu, nhà máy đúc chính xác đã tham gia vào việc đúc bằng cát và khuôn kim loại bằng trọng lực. Các quy trình đúc này được sử dụng phổ biến nhất trong đúc kim loại màu và có giá tương đối thấp nhất.
đúc cát
Đúc cát là một quá trình đúc truyền thống sử dụng cát làm nguyên liệu chính để làm khuôn đúc. Khuôn cát thường sử dụng đúc trọng lực, và đúc áp suất thấp, đúc ly tâm và các quy trình khác cũng có thể được sử dụng khi có yêu cầu đặc biệt. Đúc cát có khả năng thích ứng đa dạng, có thể sử dụng các bộ phận nhỏ, bộ phận lớn, bộ phận đơn giản, bộ phận phức tạp, bộ phận đơn lẻ và hàng loạt lớn. Khuôn để đúc cát trước đây hầu hết được làm bằng gỗ, thường được gọi là khuôn gỗ. Để thay đổi các nhược điểm của khuôn gỗ như dễ biến dạng và hư hỏng, Nhà máy đúc chính xác Xudong đã thay đổi tất cả các khuôn đúc bằng khuôn cát được sản xuất từ một mảnh đơn lẻ sang khuôn hợp kim nhôm hoặc khuôn nhựa với độ chính xác kích thước cao và tuổi thọ lâu dài. Giá thành tuy có tăng nhưng vẫn rẻ hơn rất nhiều so với khuôn dùng để đúc khuôn kim loại. Trong việc sản xuất hàng loạt nhỏ và số lượng lớn, lợi thế về giá đặc biệt nổi bật. Ngoài ra, khuôn cát chịu lửa hơn khuôn kim loại, vì vậy các vật liệu có nhiệt độ nóng chảy cao hơn như hợp kim đồng và kim loại đen cũng hầu hết được sử dụng trong quá trình này. Tuy nhiên, nghề đúc cát cũng có một số tồn tại: do mỗi lần đúc cát chỉ được đổ một lần nên vật đúc bị hỏng sau khi đúc xong phải nắn lại nên hiệu quả sản xuất của nghề đúc cát thấp; và vì bản chất tổng thể của cát là mềm và xốp nên vật đúc đúc bằng cát có độ chính xác về kích thước thấp hơn và bề mặt thô hơn. Tuy nhiên, nhà máy đúc chính xác đã tích lũy nhiều năm tích lũy công nghệ, đã cải thiện đáng kể tình trạng bề mặt của vật đúc cát, hiệu quả sau khi phun bắn có thể so sánh với vật đúc kim loại.
đúc khuôn kim loại
Đây là một quy trình hiện đại để chế tạo khuôn đúc rỗng bằng thép hợp kim chịu nhiệt. Khuôn kim loại có thể là đúc trọng lực hoặc đúc áp lực. Khuôn đúc của khuôn kim loại có thể được sử dụng nhiều lần. Mỗi khi đổ kim loại nóng chảy sẽ thu được một vật đúc, có tuổi thọ lâu dài và hiệu quả sản xuất cao. Việc đúc khuôn kim loại không chỉ có độ chính xác về kích thước tốt, bề mặt nhẵn mà còn có độ bền cao hơn khuôn cát trong điều kiện đổ cùng một kim loại nóng chảy, và ít bị hư hỏng. Do đó, trong sản xuất hàng loạt vật đúc vừa và nhỏ của kim loại màu, miễn là nhiệt độ nóng chảy của vật liệu đúc không quá cao, đúc khuôn kim loại thường được ưa chuộng hơn. Tuy nhiên, đúc khuôn kim loại cũng có một số khuyết điểm: do thép hợp kim chịu nhiệt và gia công các khoang rỗng trên đó tương đối đắt nên giá thành khuôn kim loại cao, nhưng giá thành chung của khuôn đúc là tương đối rẻ. quá nhiều. Đối với sản xuất hàng loạt nhỏ, chi phí khuôn phân bổ cho mỗi sản phẩm rõ ràng là quá cao, điều này nói chung là không thể chấp nhận được. Và vì khuôn của khuôn kim loại bị giới hạn bởi kích thước của vật liệu làm khuôn và công suất của thiết bị gia công khoang và thiết bị đúc, nên nó cũng bất lực đối với các vật đúc đặc biệt lớn. Do đó, trong sản xuất hàng loạt nhỏ và hàng lớn, đúc khuôn kim loại ít được sử dụng. Ngoài ra, mặc dù khuôn kim loại sử dụng thép hợp kim chịu nhiệt, khả năng chịu nhiệt của nó vẫn còn hạn chế. Nói chung, nó chủ yếu được sử dụng trong việc đúc hợp kim nhôm, hợp kim kẽm và hợp kim magiê. thậm chí ít hơn.
đúc chết
Đúc khuôn là áp lực của khuôn kim loại trên máy đúc khuôn và là quá trình đúc năng suất cao nhất. Máy đúc được chia thành hai loại: máy đúc buồng nóng và máy đúc buồng lạnh. Máy đúc khuôn buồng nóng có mức độ tự động hóa cao, ít hao hụt nguyên liệu, hiệu quả sản xuất cao hơn so với máy đúc khuôn buồng lạnh. Khuôn đúc hợp kim nhôm được sử dụng rộng rãi ngày nay chỉ có thể được sản xuất trên máy đúc khuôn buồng lạnh do nhiệt độ nóng chảy cao của chúng. Đặc điểm chính của đúc khuôn là kim loại nóng chảy lấp đầy khoang dưới áp suất cao và tốc độ cao, và được hình thành và đông đặc dưới áp suất cao. Không khí trong khoang được bao bọc bên trong vật đúc để tạo thành các lỗ rỗng dưới da, do đó, khuôn đúc hợp kim nhôm không được xử lý nhiệt và khuôn đúc hợp kim kẽm không được phun lên bề mặt (nhưng nó có thể được sơn). Nếu không, các lỗ rỗng bên trong vật đúc sẽ nở ra do giãn nở nhiệt và khiến vật đúc bị biến dạng hoặc bong bóng khi thực hiện xử lý nêu trên. Ngoài ra, giới hạn cắt cơ học của vật đúc khuôn cũng phải nhỏ hơn, nói chung là khoảng 0,5mm, điều này không chỉ có thể giảm trọng lượng vật đúc, giảm số lượng cắt để giảm chi phí, mà còn tránh xuyên thủng lớp dày bề mặt và lộ ra dưới da lỗ rỗng, gây ra phôi bị loại bỏ.